Metal Powder Particle Size: Why It Matters for Additive Manufacturing?
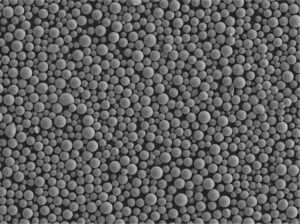
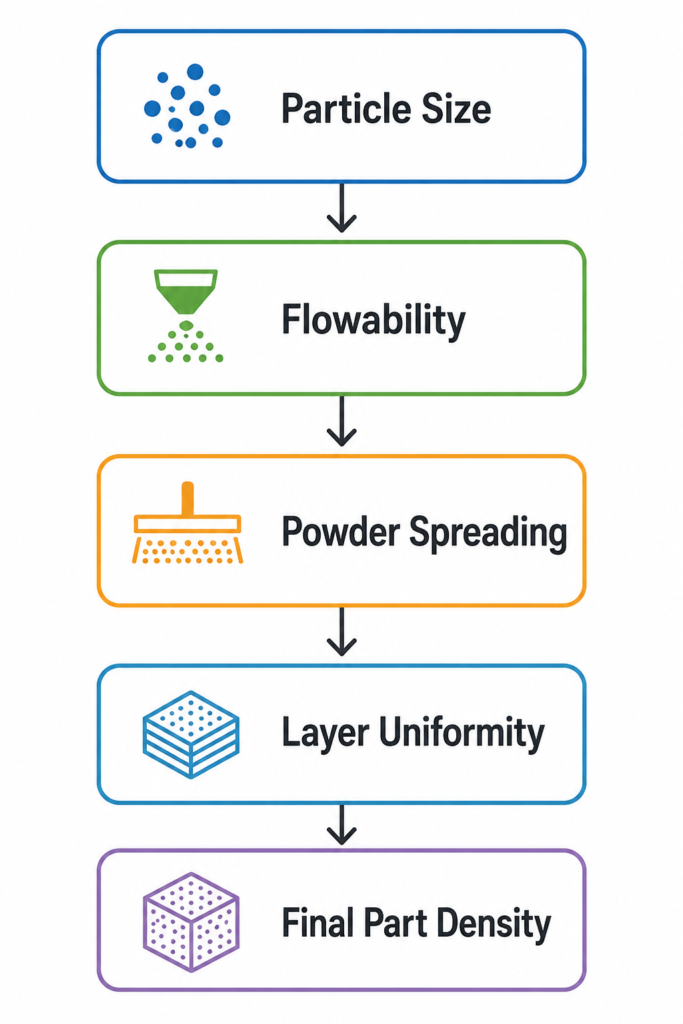
Metal powder particle size directly impacts every stage of powder bed fusion and other additive manufacturing processes. Unlike conventional manufacturing, metal 3D printing requires powder with a controllable particle size distribution, not just a specific average particle size. Overly fine particles typically have poor flowability, a large surface area, and are more prone to oxidation and moisture absorption. Conversely, overly coarse powder often results in rough powder layers and incomplete melting, reducing part density and surface finish.
| Property | Influence of Particle Size |
| Powder flowability | Larger particles generally flow more easily |
| Packing density | Broad PSD usually increases packing density |
| Laser absorption | Fine particles absorb laser energy more efficiently |
| Surface roughness | Smaller particles generally improve surface finish |
| Printing efficiency | Proper PSD reduces recoating defects |
For laser bed fusion (LPBF) processes, powder particle size is generally more important than average particle size because uniform layer deposition depends on the entire particle size distribution.
Recommended Particle Size Ranges for Different Additive Manufacturing Processes
Different AM technologies require different powder size distributions based on energy source and layer thickness.
| Additive Manufacturing Process | Typical Particle Size Range |
| Laser Powder Bed Fusion (LPBF) | 15–45 μm |
| Selective Laser Melting (SLM) | 15–45 μm |
| Electron Beam Melting (EBM) | 45–106 μm |
| Binder Jetting | 15–53 μm |
| Directed Energy Deposition (DED) | 45–150 μm |
LPBF systems generally use thinner powder layers, typically 20–60 μm, which explains the preference for finer powders in the 15–45 μm range. In contrast, DED processes use blown powder delivery systems, allowing the use of significantly coarser particles.
Particle Size Distribution (PSD) and Its Importance
Particle size distribution (PSD) is more important than single-point particle size values because it describes the full range of particles in a powder batch.
PSD is commonly expressed using:
- D10: 10% of particles are smaller than this value
- D50: Median particle size
- D90: 90% of particles are smaller than this value
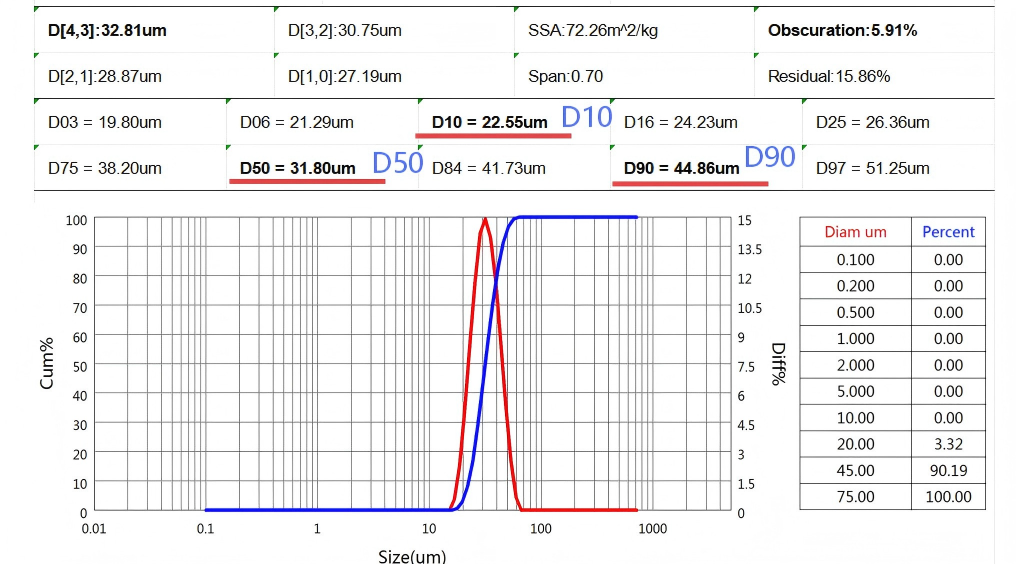
For example, a typical LPBF-grade stainless steel powder may have a PSD such as:
- D10: ~22 μm
- D50: ~32 μm
- D90: ~45 μm
A narrow PSD improves consistency in layer deposition, while a slightly broader PSD can enhance packing density by allowing fine particles to fill voids between larger ones. However, excessive fines can negatively impact flowability and increase oxygen pickup risk.
Particle Size and Its Effect on Additive Manufacturing Performance
The influence of particle size extends across multiple aspects of the printing process:
- Flowability:Coarser particles typically exhibit better flowability due to reduced Van der Waals forces. Poor flowability can lead to uneven powder layers and recoating defects.
- Packing Density:An optimized PSD improves packing efficiency. Fine particles occupy spaces between larger ones, increasing green density before melting and improving final part density.
- Laser Interaction:Smaller particles provide higher surface area, improving laser energy absorption, which can enhance melting efficiency but may also increase oxidation risk.
- Mechanical Properties:Stable particle size distribution reduces defects such as lack of fusion and porosity, improving tensile strength and fatigue performance of printed components.
How Metal Powder Particle Size Is Measured?
Accurate measurement of metal powder particle size is essential for quality control in additive manufacturing. Different analytical methods are used depending on particle size range, accuracy requirements, and production scale.
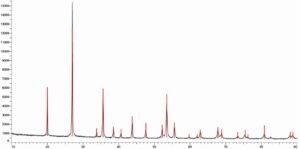
The most widely used method in industrial powder production is laser diffraction analysis, which measures particle sizes typically in the range of approximately 0.4–2000 μm. This method calculates particle size distribution based on the scattering pattern of a laser beam passing through a dispersed powder sample.
Other common methods include:
Sieve analysis, typically used for particles larger than approximately 20 μm, provides a simple separation method but limited resolution for fine powders.
Dynamic image analysis, capable of measuring particles in the range of approximately 1–3000 μm, provides shape and size information simultaneously.
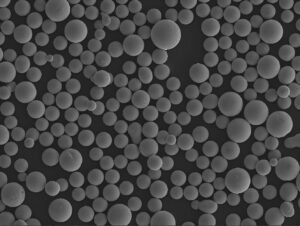
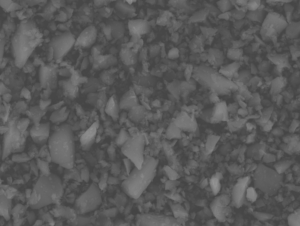
Scanning Electron Microscopy (SEM), used primarily for morphology observation rather than full PSD measurement, offers high-resolution imaging of particle shape, satellites, and surface defects.
Among these, laser diffraction remains the industry standard for additive manufacturing powders due to its repeatability and efficiency in production environments.
How to Choose the Right Metal Powder Particle Size?
Selecting the correct metal powder particle size depends on several interconnected factors rather than a single parameter.
The first and most important factor is the additive manufacturing process. Laser powder bed fusion systems require fine and narrowly distributed powders to ensure uniform layer spreading, while directed energy deposition systems can tolerate broader and coarser distributions.
The second factor is layer thickness. A common engineering guideline is that the maximum particle size should be smaller than the layer thickness to ensure smooth recoating and consistent melting behavior.
The third factor is powder flowability. Even if a powder falls within the correct size range, poor flowability can still lead to uneven powder beds and defects during printing. Flowability is strongly influenced by both particle size and morphology.
The fourth factor is material reactivity. Reactive metals such as titanium require tighter control of fine particles to minimize oxidation and moisture absorption, while nickel-based alloys allow slightly broader distributions.
Finally, consistency between batches is critical. Stable particle size distribution ensures repeatable mechanical properties and dimensional accuracy across different production runs.
FAQs
Q1:What is the best particle size for 3D printing metal parts?
A1:For most laser powder bed fusion systems, the optimal particle size range is typically 15–45 μm, providing a balance between flowability, packing density, and laser absorption.
Q2:Why is particle size distribution more important than average particle size?
A2:Because powder behavior depends on the entire distribution rather than a single value. Fine particles influence cohesion and reactivity, while coarse particles affect flow and layer uniformity.
Q3:Can coarse metal powders be used for additive manufacturing?
A3:Yes, but mainly in processes such as directed energy deposition (DED) or electron beam melting (EBM), where particle sizes can range from 45–150 μm depending on system configuration.
Q4:Does finer powder always improve printing quality?
A4:Not necessarily. While finer powders improve surface finish and laser absorption, excessively fine powders can reduce flowability and increase oxidation risk, leading to unstable powder spreading.
Conclusion
Metal powder particle size is a defining factor in additive manufacturing performance. It influences powder flow behavior, energy absorption, packing density, and final part quality across all major 3D printing technologies.
Rather than focusing only on average particle diameter, successful powder selection requires a complete understanding of particle size distribution, process compatibility, and material-specific behavior. By optimizing particle size for the intended application, manufacturers can significantly improve printing stability, reduce defects, and enhance mechanical performance of additively manufactured components.