Partikelgröße von Metallpulver: Warum ist sie für die additive Fertigung von Bedeutung?
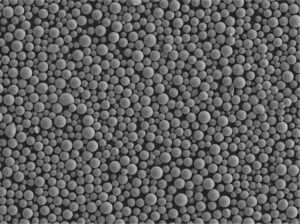
Die Partikelgröße von Metallpulver wirkt sich direkt auf jede Phase der Pulverbettfusion und anderer additiver Fertigungsverfahren aus. Im Gegensatz zur konventionellen Fertigung, Metall 3D-Druck Pulver mit einer kontrollierbaren Partikelgrößenverteilung und nicht nur eine bestimmte durchschnittliche Partikelgröße. Zu feine Partikel weisen in der Regel eine schlechte Fließfähigkeit und eine große Oberfläche auf und sind anfälliger für Oxidation und Feuchtigkeitsaufnahme. Umgekehrt führt zu grobes Pulver oft zu rauen Pulverschichten und unvollständigem Schmelzvorgang, was die Dichte des Bauteils und die Oberflächengüte beeinträchtigt.
| Eigenschaft | Einfluss der Partikelgröße |
| Fließfähigkeit des Pulvers | Größere Partikel fließen im Allgemeinen leichter |
| Packungsdichte | Eine breite Partikelgrößenverteilung erhöht in der Regel die Packdichte |
| Laserabsorption | Feine Partikel absorbieren Laserenergie effizienter |
| Oberflächenrauheit | Kleinere Partikel verbessern im Allgemeinen die Oberflächengüte |
| Druckeffizienz | Eine geeignete Partikelgrößenverteilung (PSD) reduziert Fehler beim erneuten Beschichten |
Bei der Laserbettfusion (LPBF) ist die Pulverpartikelgröße im Allgemeinen wichtiger als die durchschnittliche Partikelgröße, da eine gleichmäßige Schichtablage von der gesamten Partikelgrößenverteilung abhängt.
Empfohlene Partikelgrößenbereiche für verschiedene Verfahren der additiven Fertigung
Je nach Energiequelle und Schichtdicke erfordern verschiedene AM-Technologien unterschiedliche Pulvergrößenverteilungen.
| Additives Fertigungsverfahren | Typischer Partikelgrößenbereich |
| Laser-Pulverbettfusion (LPBF) | 15–45 μm |
| Selektives Laserschmelzen (SLM) | 15–45 μm |
| Elektronenstrahlschmelzen (EBM) | 45–106 μm |
| Binder-Jetting | 15–53 μm |
| Direkte Energieabscheidung (DED) | 45–150 μm |
LPBF-Systeme verwenden in der Regel dünnere Pulverschichten, typischerweise 20–60 μm, was die Bevorzugung feinerer Pulver im Bereich von 15–45 μmerklärt. Im Gegensatz dazu nutzen DED-Verfahren Gebläse-Pulverzufuhrsysteme, die den Einsatz deutlich gröberer Partikel ermöglichen.
Partikelgrößenverteilung (PSD) und ihre Bedeutung
Die Partikelgrößenverteilung (PSD) ist wichtiger als einzelne Partikelgrößenwerte, da sie den gesamten Bereich der Partikel in einer Pulvercharge beschreibt.
Die PSD wird üblicherweise wie folgt ausgedrückt:
- D10: 10 % der Partikel sind kleiner als dieser Wert
- D50: Median der Partikelgröße
- D90: 90 % der Partikel sind kleiner als dieser Wert
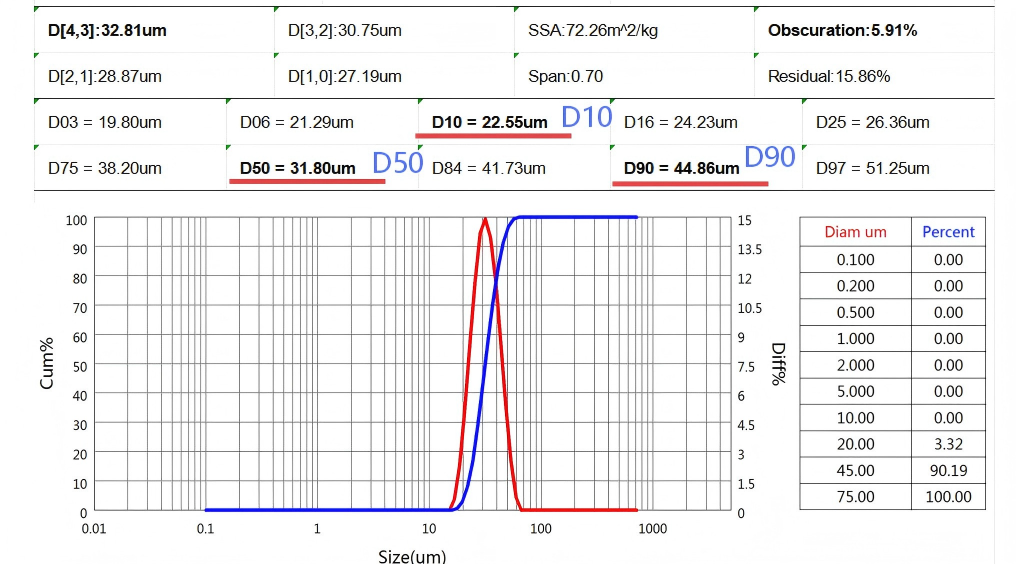
Beispielsweise kann ein typisches LPBF-taugliches Edelstahlpulver folgende PSD aufweisen:
- D10: ~22 μm
- D50: ~32 μm
- D90: ~45 μm
Eine enge Partikelgrößenverteilung verbessert die Gleichmäßigkeit beim Schichtaufbau, während eine etwas breitere Partikelgrößenverteilung die Packungsdichte erhöhen kann, da feine Partikel die Hohlräume zwischen größeren Partikeln ausfüllen können. Ein übermäßiger Feinanteil kann sich jedoch negativ auf die Fließfähigkeit auswirken und das Risiko der Sauerstoffaufnahme erhöhen.
Partikelgröße und ihre Auswirkungen auf die Leistungsfähigkeit der additiven Fertigung
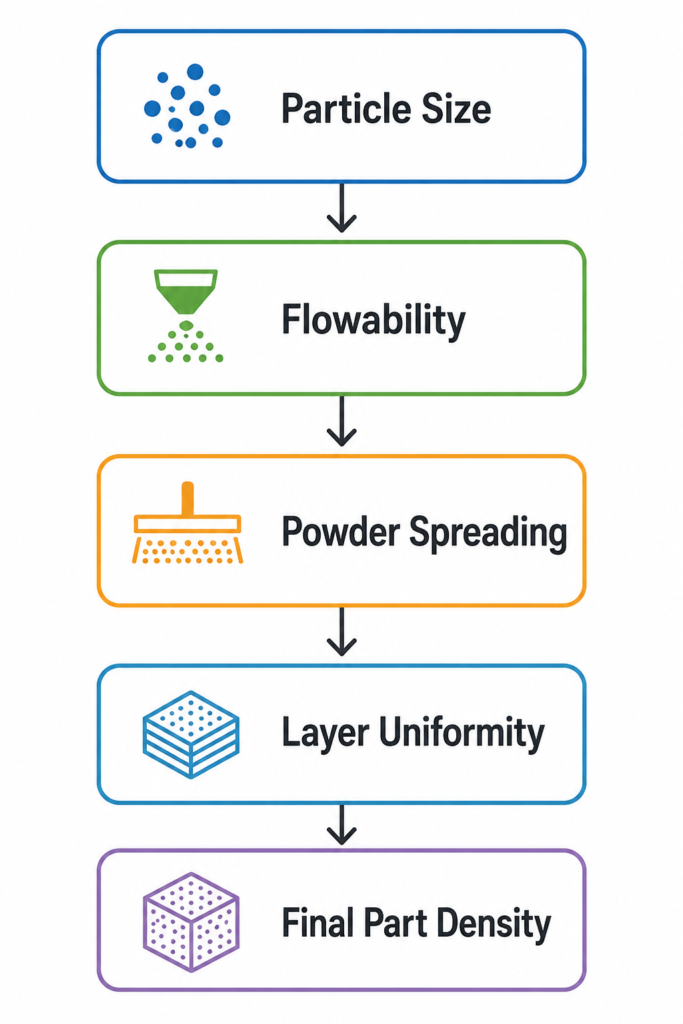
Der Einfluss der Partikelgröße erstreckt sich auf verschiedene Aspekte des Druckprozesses:
- Fließfähigkeit: Grobere Partikel weisen aufgrund geringerer Van-der-Waals-Kräfte in der Regel eine bessere Fließfähigkeit auf. Eine schlechte Fließfähigkeit kann zu ungleichmäßigen Pulverschichten und Fehlern beim erneuten Beschichten führen.
- Packungsdichte: Eine optimierte Partikelgrößenverteilung (PSD) verbessert die Packungseffizienz. Feine Partikel füllen die Zwischenräume zwischen größeren Partikeln aus, wodurch die Rohdichte vor dem Schmelzen erhöht und die endgültige Teiledichte verbessert wird.
- Laserwechselwirkung: Kleinere Partikel bieten eine größere Oberfläche, was die Absorption der Laserenergie verbessert. Dies kann die Schmelzeffizienz steigern, birgt jedoch auch ein erhöhtes Oxidationsrisiko.
- Mechanische Eigenschaften: Eine stabile Partikelgrößenverteilung reduziert Defekte wie mangelnde Verschmelzung und Porosität und verbessert die Zugfestigkeit sowie das Ermüdungsverhalten der gedruckten Bauteile.
Wie wird die Partikelgröße von Metallpulver gemessen?
Die genaue Messung der Partikelgröße von Metallpulver ist für die Qualitätskontrolle in der additiven Fertigung von entscheidender Bedeutung. Je nach Partikelgrößenbereich, Genauigkeitsanforderungen und Produktionsumfang kommen unterschiedliche Analysemethoden zum Einsatz.
Die in der industriellen Pulverherstellung am häufigsten verwendete Methode ist die Laserdiffraktionsanalyse, mit der Partikelgrößen typischerweise im Bereich von etwa 0,4–2000 μm gemessen werden. Bei dieser Methode wird die Partikelgrößenverteilung anhand des Streumusters eines Laserstrahls berechnet, der durch eine dispergierte Pulverprobe geleitet wird.
Weitere gängige Methoden sind:
Die Siebanalyse, die typischerweise für Partikel größer als etwa 20 μm eingesetzt wird, bietet ein einfaches Trennverfahren, weist jedoch bei feinen Pulvern eine begrenzte Auflösung auf.
Die dynamische Bildanalyse, mit der Partikel im Bereich von etwa 1–3000 μm gemessen werden können, liefert gleichzeitig Informationen zu Form und Größe.
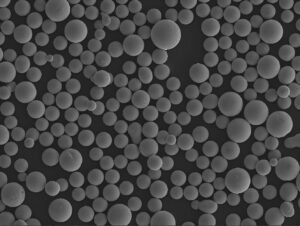
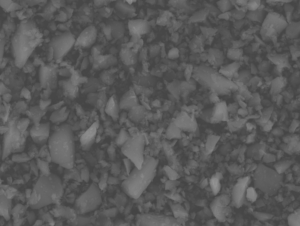
Die Rasterelektronenmikroskopie (REM), die in erster Linie zur Morphologiebeobachtung und weniger zur vollständigen PSD-Messung eingesetzt wird, ermöglicht hochauflösende Aufnahmen von Partikelform, Satelliten und Oberflächendefekten.
Unter diesen Verfahren bleibt die Laserdiffraktion aufgrund ihrer Wiederholbarkeit und Effizienz in Produktionsumgebungen der Industriestandard für Pulver in der additiven Fertigung.
Wie wählt man die richtige Partikelgröße für Metallpulver aus?
Die Wahl der richtigen Partikelgröße für Metallpulver hängt von mehreren miteinander verbundenen Faktoren ab und nicht von einem einzigen Parameter.
Der erste und wichtigste Faktor ist das additive Fertigungsverfahren. Laser-Pulverbett-Fusionssysteme erfordern feine und eng verteilte Pulver, um eine gleichmäßige Schichtverteilung zu gewährleisten, während Systeme mit gerichteter Energieabgabe breitere und gröbere Verteilungen tolerieren können.
Der zweite Faktor ist die Schichtdicke. Eine gängige technische Richtlinie besagt, dass die maximale Partikelgröße kleiner als die Schichtdicke sein sollte, um eine gleichmäßige Neubeschichtung und ein konsistentes Schmelzverhalten zu gewährleisten.
Der dritte Faktor ist die Fließfähigkeit des Pulvers. Selbst wenn ein Pulver innerhalb des richtigen Größenbereichs liegt, kann eine schlechte Fließfähigkeit dennoch zu ungleichmäßigen Pulverbettstrukturen und Fehlern während des Druckvorgangs führen. Die Fließfähigkeit wird sowohl von der Partikelgröße als auch von der Morphologie stark beeinflusst.
Der vierte Faktor ist die Reaktivität des Materials. Reaktive Metalle wie Titan erfordern eine strengere Kontrolle der Feinpartikel, um Oxidation und Feuchtigkeitsaufnahme zu minimieren, während Nickelbasislegierungen etwas breitere Verteilungen zulassen.
Schließlich ist die Konsistenz zwischen den Chargen entscheidend. Eine stabile Partikelgrößenverteilung gewährleistet wiederholbare mechanische Eigenschaften und Maßgenauigkeit über verschiedene Produktionsläufe hinweg.
Häufig gestellte Fragen
F1: Was ist die beste Partikelgröße für den 3D-Druck von Metallteilen?
A1: Bei den meisten Laser-Pulverbett-Fusionssystemen liegt der optimale Partikelgrößenbereich in der Regel bei 15–45 μm, wodurch ein Gleichgewicht zwischen Fließfähigkeit, Packungsdichte und Laserabsorption erreicht wird.
F2: Warum ist die Partikelgrößenverteilung wichtiger als die durchschnittliche Partikelgröße?
A2: Weil das Verhalten des Pulvers von der gesamten Verteilung abhängt und nicht von einem einzelnen Wert. Feine Partikel beeinflussen die Kohäsion und Reaktivität, während grobe Partikel den Fluss und die Schichtgleichmäßigkeit beeinflussen.
F3: Können grobe Metallpulver für die additive Fertigung verwendet werden?
A3: Ja, jedoch hauptsächlich in Verfahren wie der gerichteten Energieabscheidung (DED) oder dem Elektronenstrahlschmelzen (EBM), bei denen die Partikelgrößen je nach Systemkonfiguration zwischen 45 und 150 μm liegen können.
F4: Verbessert feineres Pulver immer die Druckqualität?
A4: Nicht unbedingt. Während feinere Pulver die Oberflächengüte und die Laserabsorption verbessern, können übermäßig feine Pulver die Fließfähigkeit verringern und das Oxidationsrisiko erhöhen, was zu einer instabilen Pulververteilung führt.
Fazit
Die Partikelgröße von Metallpulver ist ein entscheidender Faktor für die Leistungsfähigkeit der additiven Fertigung. Sie beeinflusst das Fließverhalten des Pulvers, die Energieaufnahme, die Packungsdichte und die Qualität des Endteils bei allen wichtigen 3D-Drucktechnologien.
Anstatt sich ausschließlich auf den durchschnittlichen Partikeldurchmesser zu konzentrieren, erfordert eine erfolgreiche Pulverauswahl ein umfassendes Verständnis der Partikelgrößenverteilung, der Prozesskompatibilität und des materialspezifischen Verhaltens. Durch die Optimierung der Partikelgröße für die jeweilige Anwendung können Hersteller die Druckstabilität erheblich verbessern, Fehler reduzieren und die mechanischen Eigenschaften additiv gefertigter Bauteile steigern.