金属粉末の粒子径:積層造形においてなぜ重要なのか?
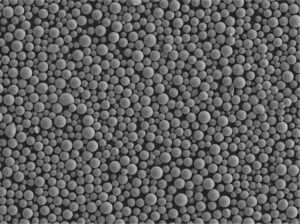
金属粉末の粒子径は、粉末床溶融法やその他の積層造形プロセスのあらゆる段階に直接的な影響を及ぼします。従来の製造方法とは異なり、金属 3Dプリント では、単に特定の平均粒子径だけでなく、粒子径分布を制御可能な粉末が求められます。粒子が細かすぎると、一般的に流動性が悪く、表面積が大きくなるため、酸化や吸湿が起こりやすくなります。逆に、粒子が粗すぎると、粉末層の表面が粗くなったり、溶融が不完全になったりすることが多く、部品の密度や表面仕上げが低下します。
| 特性 | 粒子径が物性に及ぼす影響 |
| 粉末の流動性 | 粒子が大きいほど、一般的に流動性が向上する |
| 充填密度 | 粒度分布(PSD)が広いほど、通常は充填密度が高くなる |
| レーザー吸収 | 微細な粒子は、レーザーエネルギーをより効率的に吸収する |
| 表面粗さ | 粒子が小さいほど、一般的に表面仕上げが向上する |
| 印刷効率 | 適切なPSDは再コーティングによる欠陥を低減する |
レーザーベッド溶融法(LPBF)プロセスでは、均一な積層は粒子径分布全体に依存するため、平均粒子径よりも粉末の粒子径分布の方が一般的に重要です。
各種積層造形プロセスにおける推奨粒子径範囲
AM技術によって、エネルギー源や積層厚さに応じて、必要な粉末の粒度分布が異なります。
| 積層造形プロセス | 代表的な粒子径範囲 |
| レーザー粉末床溶融法(LPBF) | 15~45 μm |
| 選択的レーザー溶融(SLM) | 15~45 μm |
| 電子ビーム溶融(EBM) | 45~106 μm |
| バインダージェッティング | 15~53 μm |
| 指向性エネルギー堆積法(DED) | 45~150 μm |
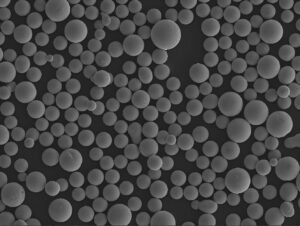
LPBFシステムでは一般的に、より薄い粉末層(通常20~60 μm)が使用されるため、15~45 μmの範囲の微細な粉末が好まれる。対照的に、DEDプロセスではブロー式粉末供給システムが採用されているため、はるかに粗い粒子を使用することができる。
粒子径分布(PSD)とその重要性
粒子径分布(PSD)は、単一の粒子径値よりも重要であり、これは粉末バッチに含まれる粒子の全範囲を表すからです。
PSDは通常、以下の式を用いて表されます。
- D10:粒子の10%がこの値より小さい
- D50:粒子径の中央値
- D90:90%の粒子がこの値より小さい
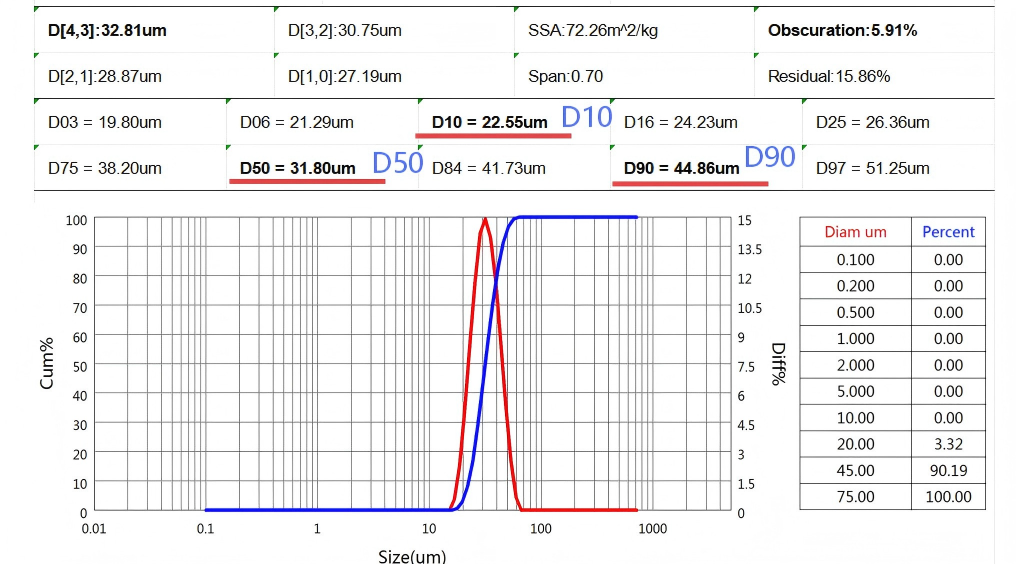
例えば、一般的なLPBF用ステンレス鋼粉末のPSDは、次のようなものになります。
- D10:約22 μm
- D50:約32 μm
- D90:約45 μm
PSDの幅が狭いほど層積層の一貫性が向上しますが、PSDの幅がやや広い場合は、微細な粒子が大きな粒子間の隙間を埋めることで充填密度を高めることができます。ただし、微細粒子が過剰になると流動性に悪影響を及ぼし、酸素吸収のリスクが高まる可能性があります。
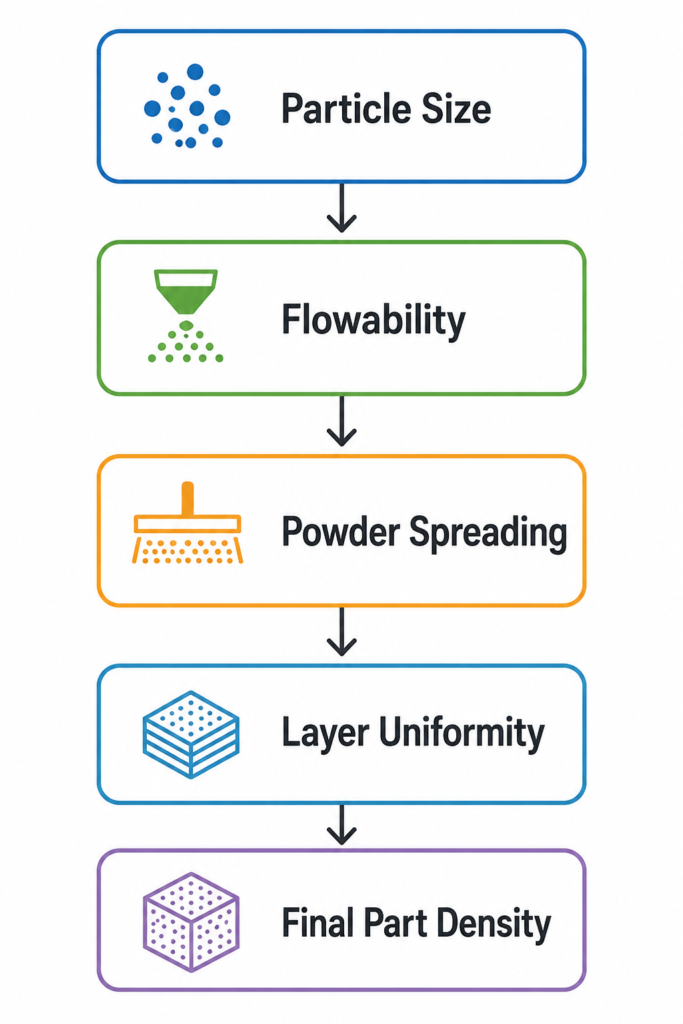
粒子径と積層造形性能への影響
粒子径の影響は、印刷プロセスのさまざまな側面に及びます。
- 流動性:粒子が粗いほど、ファンデルワールス力が弱まるため、一般的に流動性が向上します。流動性が低いと、粉末層の不均一や再コーティング時の欠陥につながる可能性があります。
- 充填密度:最適化された粒度分布(PSD)は、充填効率を向上させます。微細な粒子は、より大きな粒子の間の隙間を埋めるため、溶融前のグリーン密度を高め、最終的な部品の密度を向上させます。
- レーザーとの相互作用:粒子が小さいほど表面積が大きくなり、レーザーエネルギーの吸収が向上します。これにより溶融効率は向上しますが、酸化のリスクが高まる可能性もあります。
- 機械的特性:安定した粒子径分布は、溶着不良や気孔などの欠陥を低減し、造形部品の引張強度や疲労性能を向上させます。
金属粉末の粒子径はどのように測定されるのか?
積層造形における品質管理には、金属粉末の粒子径を正確に測定することが不可欠です。粒子径の範囲、精度要件、生産規模に応じて、さまざまな分析手法が用いられます。
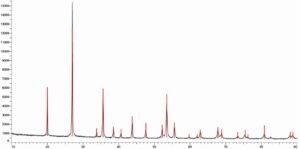
工業用粉末の製造において最も広く用いられている手法はレーザー回折分析であり、通常、約0.4~2000 μmの範囲の粒子径を測定します。この手法では、分散させた粉末試料を通過するレーザービームの散乱パターンに基づいて、粒子径分布を算出します。
その他の一般的な手法には、次のようなものがあります。
通常、約20 μm以上の粒子に用いられるふるい分け法は、簡便な分離法ですが、微細粉末に対する分解能には限界があります。
動的画像解析は、約1~3000 μmの範囲の粒子を測定可能で、形状とサイズの情報を同時に提供します。
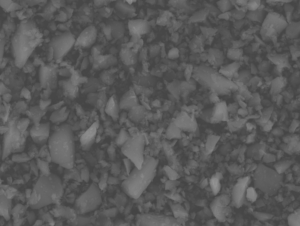
走査型電子顕微鏡(SEM)は、完全な粒子径分布(PSD)測定というよりは主に形態観察に用いられ、粒子の形状、サテライト、および表面欠陥の高解像度画像を提供します。
これらの中でも、レーザー回折法は、生産環境における再現性と効率性から、積層造形用粉末の業界標準として依然として定着しています。
適切な金属粉末の粒子径を選ぶには?
適切な金属粉末の粒子径の選定は、単一のパラメータではなく、相互に関連し合ういくつかの要因によって決まります。
第一に、そして最も重要な要因は、積層造形プロセスです。レーザー粉末床溶融方式では、層の均一な広がりを確保するために、粒子が細かく、粒度分布が狭い粉末が必要ですが、指向性エネルギー堆積方式では、より広い粒度分布や粗い粉末でも対応可能です。
2つ目の要因は積層厚です。一般的な設計指針として、滑らかな再被覆と一貫した溶融挙動を確保するためには、最大粒子径を積層厚よりも小さくすべきとされています。
3つ目の要因は、粉末の流動性です。たとえ粉末が適切な粒径範囲内に収まっていても、流動性が悪いと、粉末ベッドの不均一や印刷中の欠陥につながる可能性があります。流動性は、粒子径と形態の両方に強く影響されます。
4つ目の要因は材料の反応性です。チタンなどの反応性の高い金属では、酸化や吸湿を最小限に抑えるために微細粒子の管理をより厳密に行う必要がありますが、ニッケル基合金ではやや広い粒子径分布が許容されます。
最後に、ロット間の均一性が極めて重要です。安定した粒子径分布により、異なる生産ロット間でも再現性のある機械的特性と寸法精度が確保されます。
よくある質問
Q1:金属部品の3Dプリントに最適な粒子径はどれくらいですか?
A1:ほとんどのレーザー粉末床溶融方式において、最適な粒子径の範囲は通常15~45 μmであり、これにより流動性、充填密度、およびレーザー吸収のバランスが取れます。
Q2: なぜ平均粒子径よりも粒子径分布の方が重要なのでしょうか?
A2: 粉末の挙動は、単一の値ではなく、分布全体に依存するためです。微細な粒子は凝集性や反応性に影響を与え、一方、粗い粒子は流動性や積層の均一性に影響を与えます。
Q3:粗粒の金属粉末は積層造形に使用できますか?
A3:はい、ただし主にダイレクト・エネルギー・デポジション(DED)や電子ビーム溶融(EBM)などのプロセスに限られます。これらのプロセスでは、システム構成に応じて粒子径が45~150 μmの範囲になる場合があります。
Q4:微細な粉末は常に印刷品質を向上させますか?
A4:必ずしもそうとは限りません。微細な粉末は表面仕上げやレーザー吸収率を向上させますが、過度に微細な粉末は流動性を低下させ、酸化リスクを高め、粉末の広がりが不安定になる原因となります。
結論
金属粉末の粒子径は、積層造形における性能を左右する決定的な要因です。これは、あらゆる主要な3Dプリンティング技術において、粉末の流動特性、エネルギー吸収、充填密度、および最終部品の品質に影響を及ぼします。
粉末選定を成功させるには、平均粒子径のみに注目するのではなく、粒子径分布、プロセスとの適合性、および材料固有の挙動を完全に理解する必要があります。用途に合わせて粒子径を最適化することで、製造業者はプリントの安定性を大幅に向上させ、欠陥を減らし、積層造形部品の機械的性能を高めることができます。