Dimensione delle particelle di polvere metallica: perché è importante per la produzione additiva?
La granulometria delle polveri metalliche influisce direttamente su ogni fase della fusione a letto di polvere e di altri processi di produzione additiva. A differenza della produzione convenzionale, la stampa 3D richiede polveri con una distribuzione granulometrica controllabile, non solo una dimensione media specifica delle particelle. Le particelle eccessivamente fini presentano in genere scarsa scorrevolezza, un’ampia superficie specifica e sono più soggette all’ossidazione e all’assorbimento di umidità. Al contrario, una polvere eccessivamente grossolana spesso comporta strati di polvere irregolari e una fusione incompleta, riducendo la densità del pezzo e la finitura superficiale.
| Proprietà | Influenza della dimensione delle particelle |
| Fluidità della polvere | Le particelle più grandi scorrono generalmente più facilmente |
| Densità di impaccamento | Una distribuzione granulometrica (PSD) ampia di solito aumenta la densità di compattazione |
| Assorbimento del laser | Le particelle fini assorbono l’energia laser in modo più efficiente |
| Rugosità superficiale | Le particelle più piccole migliorano generalmente la finitura superficiale |
| Efficienza di stampa | Una distribuzione granulometrica (PSD) adeguata riduce i difetti di ricopertura |
Per la fusione su letto laser (LPBF), la dimensione delle particelle di polvere è generalmente più importante della dimensione media delle particelle, poiché la deposizione uniforme degli strati dipende dall’intera distribuzione granulometrica.
Intervalli di dimensione delle particelle raccomandati per i diversi processi di produzione additiva
Le diverse tecnologie di produzione additiva richiedono distribuzioni granulometriche delle polveri diverse a seconda della fonte di energia e dello spessore dello strato.
| Processo di produzione additiva | Intervallo tipico delle dimensioni delle particelle |
| Fusione laser a letto di polvere (LPBF) | 15–45 μm |
| Fusione laser selettiva (SLM) | 15–45 μm |
| Fusione a fascio di elettroni (EBM) | 45–106 μm |
| Getto di legante | 15–53 μm |
| Deposizione diretta di energia (DED) | 45–150 μm |
I sistemi LPBF utilizzano generalmente strati di polvere più sottili, tipicamente di 20–60 μm, il che spiega la preferenza per polveri più fini nell’intervallo 15–45 μm. Al contrario, i processi DED utilizzano sistemi di alimentazione della polvere a getto, che consentono l’uso di particelle significativamente più grossolane.
Distribuzione granulometrica (PSD) e sua importanza
La distribuzione granulometrica (PSD) è più importante dei singoli valori di granulometria, poiché descrive l’intera gamma di particelle presenti in un lotto di polvere.
La PSD viene comunemente espressa utilizzando:
- D10: il 10% delle particelle è di dimensioni inferiori a questo valore
- D50: dimensione mediana delle particelle
- D90: il 90% delle particelle è più piccolo di questo valore
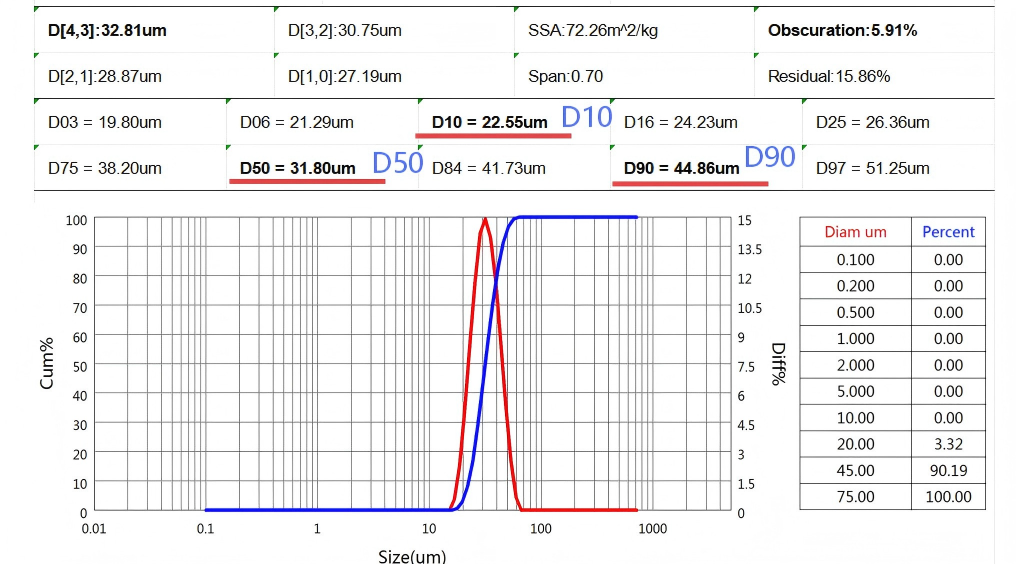
Ad esempio, una tipica polvere di acciaio inossidabile di grado LPBF può presentare una PSD del tipo:
- D10: ~22 μm
- D50: ~32 μm
- D90: ~45 μm
Un PSD ristretto migliora l’uniformità nella deposizione degli strati, mentre un PSD leggermente più ampio può aumentare la densità di impaccamento consentendo alle particelle fini di riempire gli spazi vuoti tra quelle più grandi. Tuttavia, un’eccessiva quantità di particelle fini può influire negativamente sulla scorrevolezza e aumentare il rischio di assorbimento di ossigeno.
La dimensione delle particelle e il suo effetto sulle prestazioni della produzione additiva
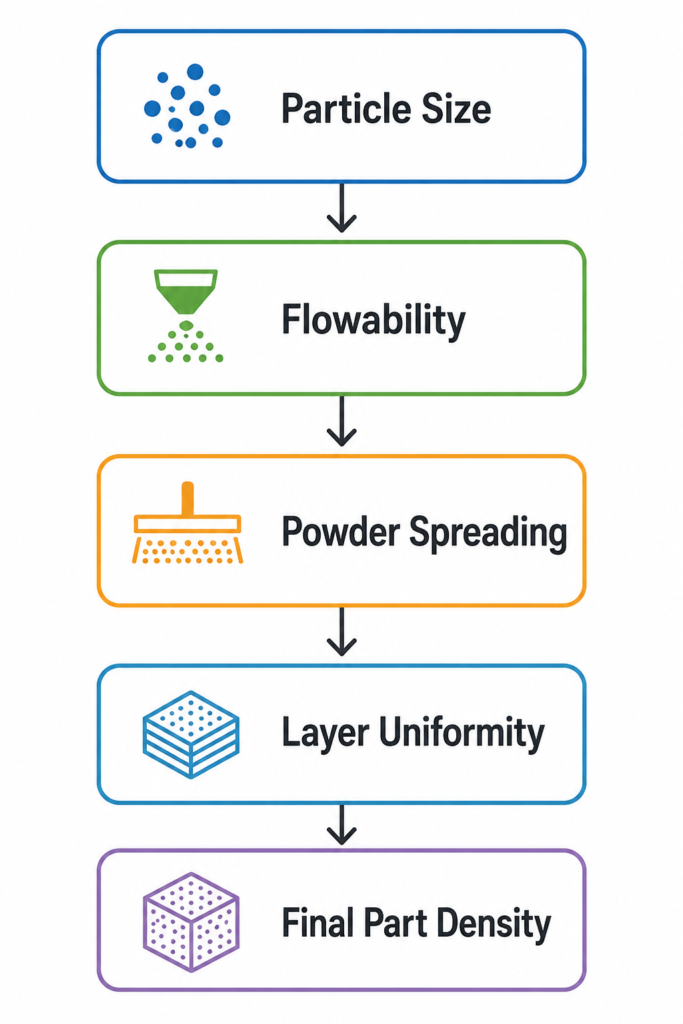
L’influenza della granulometria si estende a molteplici aspetti del processo di stampa:
- Fluidità: le particelle più grossolane presentano in genere una migliore fluidità grazie alle ridotte forze di Van der Waals. Una scarsa fluidità può causare strati di polvere non uniformi e difetti di rivestimento.
- Densità di impaccamento: una distribuzione granulometrica (PSD) ottimizzata migliora l’efficienza di impaccamento. Le particelle fini occupano gli spazi tra quelle più grandi, aumentando la densità del pezzo grezzo prima della fusione e migliorando la densità finale del pezzo.
- Interazione con il laser: le particelle più piccole offrono una superficie maggiore, migliorando l’assorbimento dell’energia laser; ciò può aumentare l’efficienza di fusione, ma può anche incrementare il rischio di ossidazione.
- Proprietà meccaniche: una distribuzione granulometrica stabile riduce difetti quali la mancata fusione e la porosità, migliorando la resistenza alla trazione e le prestazioni a fatica dei componenti stampati.
Come si misura la granulometria delle polveri metalliche?
La misurazione accurata della granulometria delle polveri metalliche è fondamentale per il controllo di qualità nella produzione additiva. A seconda dell’intervallo di granulometria, dei requisiti di precisione e della scala di produzione, vengono utilizzati diversi metodi analitici.
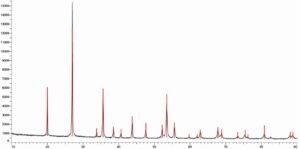
Il metodo più diffuso nella produzione industriale di polveri è l’analisi a diffrazione laser, che misura le dimensioni delle particelle tipicamente in un intervallo compreso tra circa 0,4 e 2000 μm. Questo metodo calcola la distribuzione granulometrica in base al modello di diffusione di un raggio laser che attraversa un campione di polvere dispersa.
Altri metodi comuni includono:
L’analisi a setaccio, tipicamente utilizzata per particelle di dimensioni superiori a circa 20 μm, offre un metodo di separazione semplice ma con una risoluzione limitata per le polveri fini.
L’analisi dinamica delle immagini, in grado di misurare particelle nell’intervallo compreso tra circa 1 e 3000 μm, fornisce contemporaneamente informazioni sulla forma e sulle dimensioni.
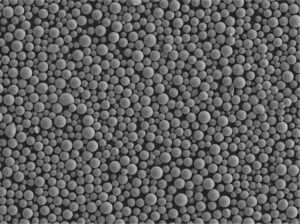
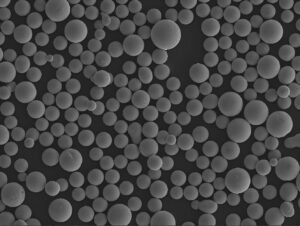
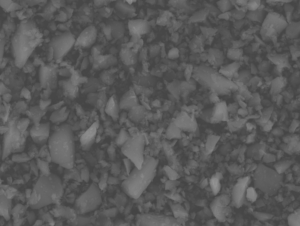
La microscopia elettronica a scansione (SEM), utilizzata principalmente per l’osservazione morfologica piuttosto che per la misurazione completa della PSD, offre immagini ad alta risoluzione della forma delle particelle, dei satelliti e dei difetti superficiali.
Tra questi, la diffrazione laser rimane lo standard del settore per le polveri destinate alla produzione additiva grazie alla sua ripetibilità ed efficienza negli ambienti di produzione.
Come scegliere la giusta granulometria delle polveri metalliche?
La scelta della granulometria corretta della polvere metallica dipende da diversi fattori interconnessi, piuttosto che da un unico parametro.
Il primo e più importante fattore è il processo di produzione additiva. I sistemi di fusione laser a letto di polvere richiedono polveri fini e con una distribuzione ristretta per garantire una stesura uniforme dello strato, mentre i sistemi a deposizione di energia diretta possono tollerare distribuzioni più ampie e granulometrie più grossolane.
Il secondo fattore è lo spessore dello strato. Una linea guida ingegneristica comune prevede che la dimensione massima delle particelle sia inferiore allo spessore dello strato, al fine di garantire un rivestimento uniforme e un comportamento di fusione costante.
Il terzo fattore è la scorrevolezza della polvere. Anche se una polvere rientra nell’intervallo di granulometria corretto, una scarsa scorrevolezza può comunque portare a letti di polvere irregolari e difetti durante la stampa. La scorrevolezza è fortemente influenzata sia dalla dimensione delle particelle che dalla morfologia.
Il quarto fattore è la reattività del materiale. I metalli reattivi come il titanio richiedono un controllo più rigoroso delle particelle fini per ridurre al minimo l’ossidazione e l’assorbimento di umidità, mentre le leghe a base di nichel consentono distribuzioni leggermente più ampie.
Infine, la coerenza tra i lotti è fondamentale. Una distribuzione granulometrica stabile garantisce proprietà meccaniche ripetibili e precisione dimensionale in diversi cicli di produzione.
Domande frequenti
D1: Qual è la dimensione ottimale delle particelle per la stampa 3D di componenti metallici?
R1: Per la maggior parte dei sistemi di fusione laser a letto di polvere, l’intervallo ottimale di dimensione delle particelle è in genere compreso tra 15 e 45 μm, garantendo un equilibrio tra scorrevolezza, densità di compattazione e assorbimento del laser.
D2: Perché la distribuzione granulometrica è più importante della dimensione media delle particelle?
R2: Perché il comportamento della polvere dipende dall’intera distribuzione piuttosto che da un singolo valore. Le particelle fini influenzano la coesione e la reattività, mentre quelle grossolane incidono sulla fluidità e sull’uniformità degli strati.
D3: È possibile utilizzare polveri metalliche a grana grossa per la produzione additiva?
R3: Sì, ma principalmente in processi quali la deposizione ad energia diretta (DED) o la fusione a fascio di elettroni (EBM), dove le dimensioni delle particelle possono variare da 45 a 150 μm a seconda della configurazione del sistema.
D4: Una polvere più fine migliora sempre la qualità di stampa?
R4: Non necessariamente. Sebbene le polveri più fini migliorino la finitura superficiale e l’assorbimento del laser, quelle eccessivamente fini possono ridurre la scorrevolezza e aumentare il rischio di ossidazione, causando una distribuzione instabile della polvere.
Conclusione
La granulometria delle polveri metalliche è un fattore determinante per le prestazioni della produzione additiva. Influisce sul comportamento di scorrimento della polvere, sull’assorbimento di energia, sulla densità di impaccamento e sulla qualità finale del pezzo in tutte le principali tecnologie di stampa 3D.
Anziché concentrarsi esclusivamente sul diametro medio delle particelle, una scelta oculata della polvere richiede una comprensione completa della distribuzione granulometrica, della compatibilità con il processo e del comportamento specifico del materiale. Ottimizzando la granulometria in funzione dell’applicazione prevista, i produttori possono migliorare significativamente la stabilità di stampa, ridurre i difetti e potenziare le prestazioni meccaniche dei componenti realizzati con la produzione additiva.