Taille des particules de poudre métallique : en quoi est-ce important pour la fabrication additive ?
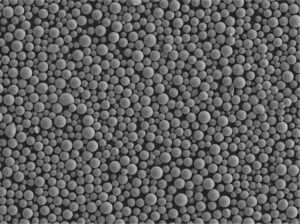
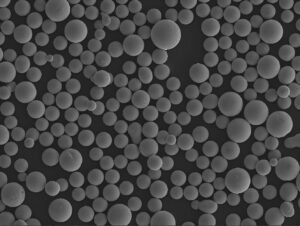
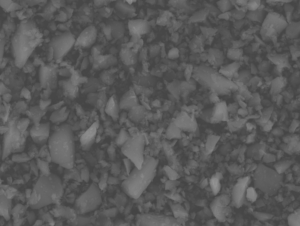
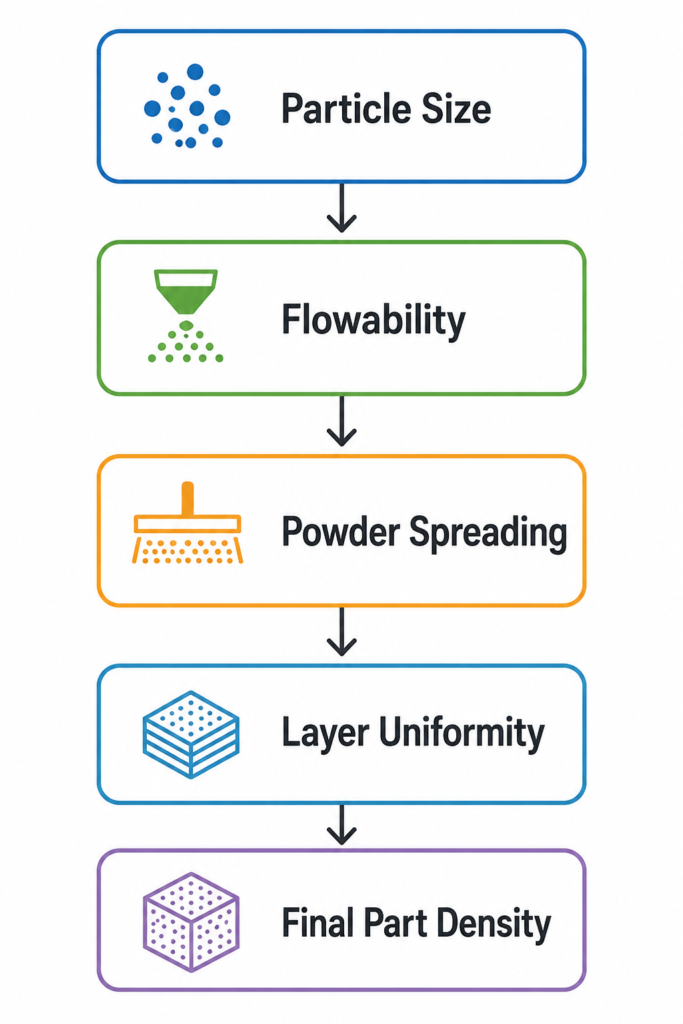
La granulométrie des poudres métalliques a une incidence directe sur toutes les étapes de la fusion sur lit de poudre et d’autres procédés de fabrication additive. Contrairement à la fabrication traditionnelle, la impression 3D nécessite une poudre dont la distribution granulométrique est contrôlable, et pas seulement une taille moyenne de particules spécifique. Les particules trop fines présentent généralement une mauvaise fluidité, une grande surface spécifique et sont plus sujettes à l’oxydation et à l’absorption d’humidité. À l’inverse, une poudre trop grossière entraîne souvent des couches de poudre rugueuses et une fusion incomplète, ce qui réduit la densité de la pièce et altère la finition de surface.
| Propriété | Influence de la taille des particules |
| Fluidité de la poudre | Les particules plus grosses s’écoulent généralement plus facilement |
| Densité de tassement | Une distribution granulométrique (PSD) large augmente généralement la densité de tassement |
| Absorption laser | Les particules fines absorbent plus efficacement l’énergie laser |
| Rugosité de surface | Les particules plus petites améliorent généralement la finition de surface |
| Rendement d’impression | Une distribution granulométrique (PSD) adaptée réduit les défauts de revêtement |
Pour la fusion au lit laser (LPBF), la taille des particules de poudre est généralement plus importante que la taille moyenne des particules, car l’uniformité du dépôt de couche dépend de l’ensemble de la distribution granulométrique.
Plages de granulométrie recommandées pour différents procédés de fabrication additive
Les différentes technologies de fabrication additive nécessitent des distributions granulométriques de poudre différentes, en fonction de la source d’énergie et de l’épaisseur de la couche.
| Procédé de fabrication additive | Plage de tailles de particules typique |
| Fusion laser sur lit de poudre (LPBF) | 15–45 μm |
| Fusion sélective au laser (SLM) | 15–45 μm |
| Fusion par faisceau d’électrons (EBM) | 45–106 μm |
| Projection de liant | 15–53 μm |
| Dépôt par énergie dirigée (DED) | 45–150 μm |
Les systèmes LPBF utilisent généralement des couches de poudre plus fines, généralement de 20 à 60 μm, ce qui explique la préférence pour des poudres plus fines, comprises entre 15 et 45 μm. En revanche, les procédés DED utilisent des systèmes d’alimentation en poudre par soufflage, ce qui permet d’utiliser des particules nettement plus grossières.
La distribution granulométrique (PSD) et son importance
La distribution granulométrique (PSD) est plus importante que les valeurs granulométriques ponctuelles, car elle décrit l’ensemble des particules présentes dans un lot de poudre.
La PSD est généralement exprimée à l’aide des paramètres suivants :
- D10 : 10 % des particules sont plus petites que cette valeur
- D50 : taille médiane des particules
- D90 : 90 % des particules sont plus petites que cette valeur
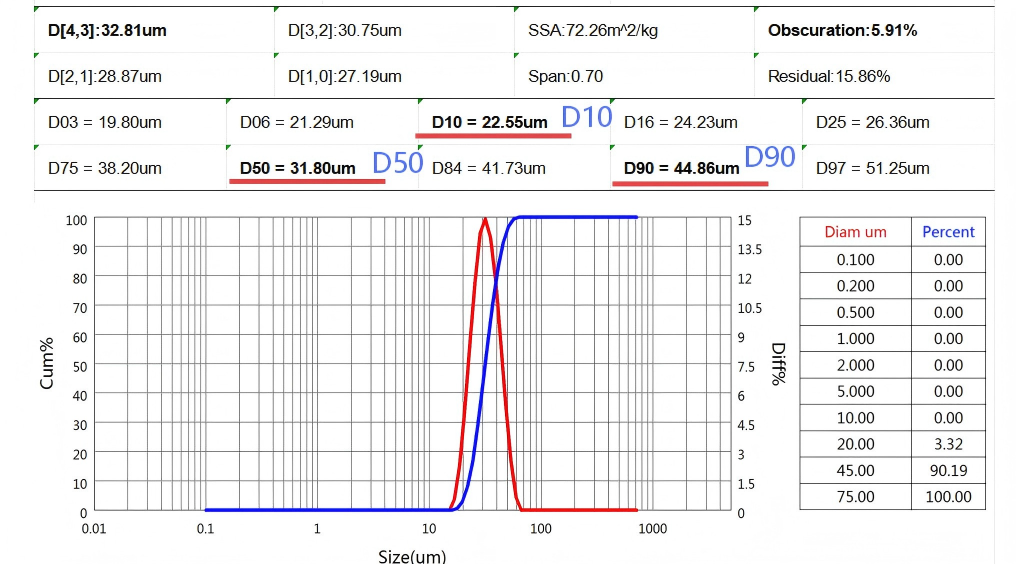
Par exemple, une poudre d’acier inoxydable de qualité LPBF typique peut présenter une PSD telle que :
- D10 : ~22 μm
- D50 : ~32 μm
- D90 : ~45 μm
Une PSD étroite améliore l’uniformité du dépôt des couches, tandis qu’une PSD légèrement plus large peut améliorer la densité de tassement en permettant aux particules fines de combler les vides entre les particules plus grosses. Cependant, une proportion excessive de fines peut nuire à la fluidité et augmenter le risque d’absorption d’oxygène.
La taille des particules et son incidence sur les performances de la fabrication additive
L’influence de la taille des particules s’étend à plusieurs aspects du processus d’impression :
- Fluidité: les particules plus grossières présentent généralement une meilleure fluidité en raison de forces de Van der Waals réduites. Une mauvaise fluidité peut entraîner des couches de poudre inégales et des défauts de revêtement.
- Densité de tassement: une distribution granulométrique (PSD) optimisée améliore l’efficacité du tassement. Les particules fines occupent les espaces entre les particules plus grosses, ce qui augmente la densité à l’état brut avant la fusion et améliore la densité finale de la pièce.
- Interaction avec le laser: les particules plus petites offrent une plus grande surface spécifique, ce qui améliore l’absorption de l’énergie laser. Cela peut renforcer l’efficacité de la fusion, mais peut également accroître le risque d’oxydation.
- Propriétés mécaniques: une distribution granulométrique stable réduit les défauts tels que le manque de fusion et la porosité, améliorant ainsi la résistance à la traction et la résistance à la fatigue des composants imprimés.
Comment mesure-t-on la granulométrie des poudres métalliques ?
La mesure précise de la taille des particules de poudre métallique est essentielle pour le contrôle qualité dans la fabrication additive. Différentes méthodes d’analyse sont utilisées en fonction de la gamme de tailles des particules, des exigences de précision et de l’échelle de production.
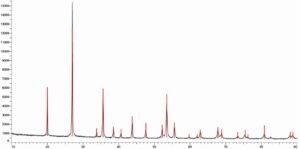
La méthode la plus répandue dans la production industrielle de poudres est l’analyse par diffraction laser, qui mesure généralement des tailles de particules comprises entre environ 0,4 et 2 000 μm. Cette méthode calcule la distribution granulométrique à partir du diagramme de diffusion d’un faisceau laser traversant un échantillon de poudre dispersé.
Parmi les autres méthodes courantes, on peut citer :
L’analyse par tamisage, généralement utilisée pour les particules de taille supérieure à environ 20 μm, offre une méthode de séparation simple mais une résolution limitée pour les poudres fines.
L’analyse d’images dynamique, capable de mesurer des particules dans une plage d’environ 1 à 3 000 μm, fournit simultanément des informations sur la forme et la taille.
La microscopie électronique à balayage (MEB), utilisée principalement pour l’observation morphologique plutôt que pour la mesure complète de la distribution granulométrique, offre une imagerie haute résolution de la forme des particules, des satellites et des défauts de surface.
Parmi ces techniques, la diffraction laser reste la norme industrielle pour les poudres destinées à la fabrication additive en raison de sa répétabilité et de son efficacité dans les environnements de production.
Comment choisir la bonne granulométrie pour une poudre métallique ?
Le choix de la granulométrie appropriée de la poudre métallique dépend de plusieurs facteurs interdépendants plutôt que d’un seul paramètre.
Le premier facteur, et le plus important, est le procédé de fabrication additive. Les systèmes de fusion laser sur lit de poudre nécessitent des poudres fines et à distribution étroite pour garantir une répartition uniforme de la couche, tandis que les systèmes de dépôt par énergie dirigée peuvent tolérer des distributions plus larges et plus grossières.
Le deuxième facteur est l’épaisseur de la couche. Une règle d’ingénierie courante stipule que la taille maximale des particules doit être inférieure à l’épaisseur de la couche afin de garantir un recouvrement homogène et un comportement de fusion constant.
Le troisième facteur est la fluidité de la poudre. Même si une poudre se situe dans la plage de taille appropriée, une mauvaise fluidité peut néanmoins entraîner des lits de poudre irréguliers et des défauts lors de l’impression. La fluidité est fortement influencée à la fois par la taille et la morphologie des particules.
Le quatrième facteur est la réactivité du matériau. Les métaux réactifs tels que le titane nécessitent un contrôle plus strict des particules fines afin de minimiser l’oxydation et l’absorption d’humidité, tandis que les alliages à base de nickel permettent des distributions légèrement plus larges.
Enfin, la cohérence entre les lots est essentielle. Une distribution granulométrique stable garantit des propriétés mécaniques et une précision dimensionnelle reproductibles d’un cycle de production à l’autre.
Foire aux questions
Q1 : Quelle est la meilleure taille de particules pour l’impression 3D de pièces métalliques ?
A1 : Pour la plupart des systèmes de fusion laser sur lit de poudre, la plage optimale de taille de particules se situe généralement entre 15 et 45 μm, ce qui offre un bon équilibre entre la fluidité, la densité de tassement et l’absorption laser.
Q2 : Pourquoi la distribution granulométrique est-elle plus importante que la taille moyenne des particules ?
R2 : Parce que le comportement de la poudre dépend de l’ensemble de la distribution plutôt que d’une seule valeur. Les particules fines influencent la cohésion et la réactivité, tandis que les particules grossières affectent l’écoulement et l’uniformité des couches.
Q3 : Les poudres métalliques à gros grains peuvent-elles être utilisées pour la fabrication additive ?
A3 : Oui, mais principalement dans des procédés tels que le dépôt par énergie dirigée (DED) ou la fusion par faisceau d’électrons (EBM), où la taille des particules peut varier de 45 à 150 μm selon la configuration du système.
Q4 : Une poudre plus fine améliore-t-elle toujours la qualité d’impression ?
A4 : Pas nécessairement. Si les poudres plus fines améliorent l’état de surface et l’absorption laser, des poudres excessivement fines peuvent réduire la fluidité et augmenter le risque d’oxydation, ce qui entraîne une répartition instable de la poudre.
Conclusion
La granulométrie des poudres métalliques est un facteur déterminant pour les performances de la fabrication additive. Elle influe sur le comportement d’écoulement de la poudre, l’absorption d’énergie, la densité de tassement et la qualité finale de la pièce, et ce pour toutes les principales technologies d’impression 3D.
Plutôt que de se concentrer uniquement sur le diamètre moyen des particules, un choix judicieux de la poudre nécessite une compréhension approfondie de la distribution granulométrique, de la compatibilité avec les procédés et du comportement spécifique au matériau. En optimisant la taille des particules en fonction de l’application visée, les fabricants peuvent améliorer considérablement la stabilité de l’impression, réduire les défauts et optimiser les performances mécaniques des composants fabriqués par impression 3D.