Tamaño de las partículas de polvo metálico: ¿por qué es importante para la fabricación aditiva?
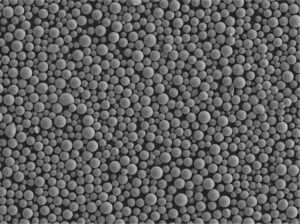
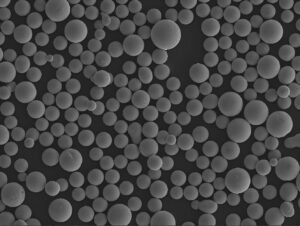
El tamaño de las partículas de polvo metálico influye directamente en todas las fases de la fusión en lecho de polvo y otros procesos de fabricación aditiva. A diferencia de la fabricación convencional, la impresión 3D en metal requiere un polvo con una distribución granulométrica controlable, no solo un tamaño medio específico de las partículas. Las partículas excesivamente finas suelen tener una fluidez deficiente, una gran superficie específica y son más propensas a la oxidación y a la absorción de humedad. Por el contrario, un polvo excesivamente grueso suele dar lugar a capas de polvo rugosas y a una fusión incompleta, lo que reduce la densidad de la pieza y el acabado superficial.
| Influencia | Influencia del tamaño de partícula |
| Fluidez del polvo | Las partículas más grandes suelen fluir con mayor facilidad |
| Densidad de empaquetamiento | Una distribución granulométrica amplia suele aumentar la densidad de compactación |
| Absorción del láser | Las partículas finas absorben la energía del láser de forma más eficiente |
| Rugosidad superficial | Las partículas más pequeñas suelen mejorar el acabado superficial |
| Eficiencia de impresión | Una distribución del tamaño de partícula (PSD) adecuada reduce los defectos de recubrimiento |
Para la fusión por lecho láser (LPBF), el tamaño de las partículas de polvo suele ser más importante que el tamaño medio de las partículas, ya que la deposición uniforme de las capas depende de toda la distribución granulométrica.
Intervalos de tamaño de partícula recomendados para distintos procesos de fabricación aditiva
Las distintas tecnologías de fabricación aditiva requieren distribuciones granulométricas diferentes en función de la fuente de energía y el espesor de la capa.
| Proceso de fabricación aditiva | Rango típico de tamaño de partícula |
| Fusión por lecho de polvo con láser (LPBF) | 15–45 μm |
| Fusión selectiva por láser (SLM) | 15–45 μm |
| Fusión por haz de electrones (EBM) | 45–106 μm |
| Inyección de aglutinante | 15–53 μm |
| Deposición por energía dirigida (DED) | 45–150 μm |
Los sistemas LPBF suelen utilizar capas de polvo más finas, normalmente de 20–60 μm, lo que explica la preferencia por polvos más finos en el rango de 15–45 μm. Por el contrario, los procesos DED utilizan sistemas de suministro de polvo por soplado, lo que permite el uso de partículas significativamente más gruesas.
Distribución del tamaño de las partículas (PSD) y su importancia
La distribución granulométrica (PSD) es más importante que los valores puntuales del tamaño de las partículas, ya que describe todo el rango de partículas presentes en un lote de polvo.
La PSD se expresa habitualmente mediante:
- D10: el 10 % de las partículas son más pequeñas que este valor
- D50: tamaño medio de las partículas
- D90: el 90 % de las partículas son más pequeñas que este valor
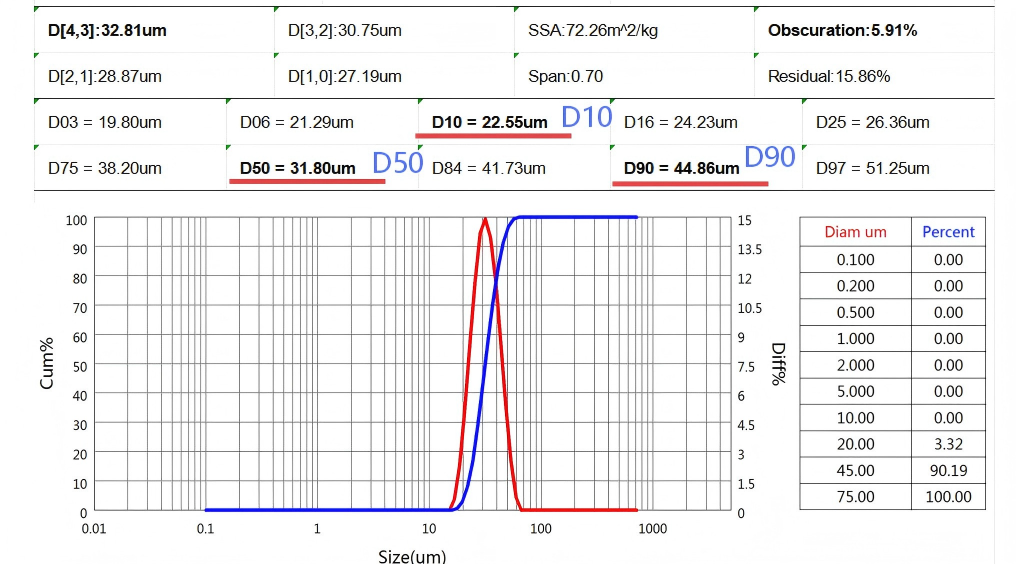
Por ejemplo, un polvo de acero inoxidable típico para LPBF puede tener una PSD como la siguiente:
- D10: ~22 μm
- D50: ~32 μm
- D90: ~45 μm
Un PSD estrecho mejora la uniformidad en la deposición de capas, mientras que un PSD ligeramente más amplio puede aumentar la densidad de empaquetamiento al permitir que las partículas finas rellenen los huecos entre las de mayor tamaño. Sin embargo, un exceso de partículas finas puede afectar negativamente a la fluidez y aumentar el riesgo de absorción de oxígeno.
El tamaño de las partículas y su efecto en el rendimiento de la fabricación aditiva
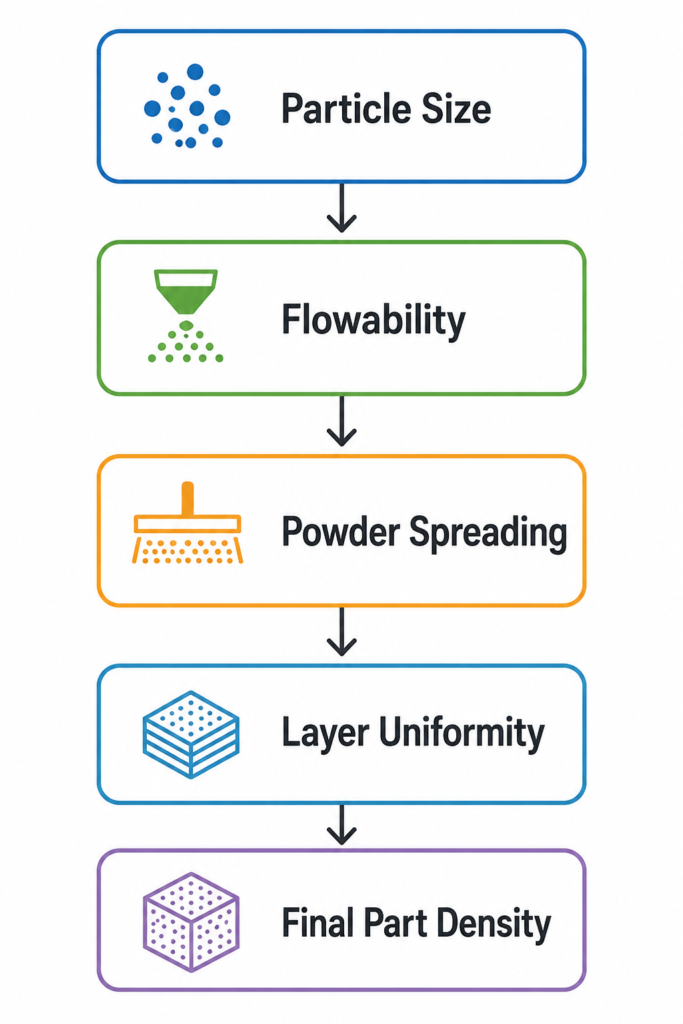
La influencia del tamaño de las partículas se extiende a múltiples aspectos del proceso de impresión:
- Fluidez: las partículas más gruesas suelen presentar una mejor fluidez debido a la reducción de las fuerzas de Van der Waals. Una fluidez deficiente puede dar lugar a capas de polvo irregulares y a defectos en la recubrimiento.
- Densidad de empaquetamiento: una distribución del tamaño de las partículas (PSD) optimizada mejora la eficiencia del empaquetamiento. Las partículas finas ocupan los espacios entre las más grandes, lo que aumenta la densidad en bruto antes de la fusión y mejora la densidad final de la pieza.
- Interacción con el láser: Las partículas más pequeñas ofrecen una mayor superficie, lo que mejora la absorción de la energía del láser; esto puede aumentar la eficiencia de fusión, pero también puede incrementar el riesgo de oxidación.
- Propiedades mecánicas: Una distribución estable del tamaño de las partículas reduce defectos como la falta de fusión y la porosidad, mejorando la resistencia a la tracción y el comportamiento frente a la fatiga de los componentes impresos.
¿Cómo se mide el tamaño de las partículas de polvo metálico?
La medición precisa del tamaño de las partículas de polvo metálico es esencial para el control de calidad en la fabricación aditiva. Se utilizan diferentes métodos analíticos en función del rango de tamaño de las partículas, los requisitos de precisión y la escala de producción.
El método más utilizado en la producción industrial de polvos es el análisis por difracción láser, que mide tamaños de partícula que suelen estar en el rango de aproximadamente 0,4-2000 μm. Este método calcula la distribución del tamaño de las partículas basándose en el patrón de dispersión de un rayo láser que atraviesa una muestra de polvo dispersa.
Otros métodos habituales son:
El análisis por tamiz, que se utiliza normalmente para partículas de más de aproximadamente 20 μm, ofrece un método de separación sencillo, pero con una resolución limitada para los polvos finos.
El análisis dinámico de imágenes, capaz de medir partículas en el rango de aproximadamente 1 a 3000 μm, proporciona información sobre la forma y el tamaño de forma simultánea.
La microscopía electrónica de barrido (SEM), utilizada principalmente para la observación morfológica más que para la medición completa de la distribución del tamaño de las partículas (PSD), ofrece imágenes de alta resolución de la forma de las partículas, los satélites y los defectos superficiales.
De entre todos ellos, la difracción láser sigue siendo el estándar del sector para los polvos de fabricación aditiva debido a su repetibilidad y eficiencia en entornos de producción.
¿Cómo elegir el tamaño adecuado de las partículas de polvo metálico?
La elección del tamaño adecuado de las partículas de polvo metálico depende de varios factores interrelacionados, más que de un único parámetro.
El primer factor, y el más importante, es el proceso de fabricación aditiva. Los sistemas de fusión por láser en lecho de polvo requieren polvos finos y con una distribución estrecha para garantizar una extensión uniforme de la capa, mientras que los sistemas de deposición por energía dirigida pueden tolerar distribuciones más amplias y de grano más grueso.
El segundo factor es el espesor de la capa. Una pauta de ingeniería habitual es que el tamaño máximo de las partículas debe ser inferior al espesor de la capa para garantizar un recubrimiento uniforme y un comportamiento de fusión homogéneo.
El tercer factor es la fluidez del polvo. Aunque un polvo se encuentre dentro del rango de tamaño adecuado, una fluidez deficiente puede dar lugar a lechos de polvo irregulares y a defectos durante la impresión. La fluidez se ve muy influida tanto por el tamaño de las partículas como por su morfología.
El cuarto factor es la reactividad del material. Los metales reactivos, como el titanio, requieren un control más estricto de las partículas finas para minimizar la oxidación y la absorción de humedad, mientras que las aleaciones a base de níquel permiten distribuciones ligeramente más amplias.
Por último, la consistencia entre lotes es fundamental. Una distribución estable del tamaño de las partículas garantiza propiedades mecánicas repetibles y precisión dimensional en las diferentes series de producción.
Preguntas frecuentes
P1: ¿Cuál es el mejor tamaño de partícula para la impresión 3D de piezas metálicas?
R1: Para la mayoría de los sistemas de fusión por lecho de polvo con láser, el rango óptimo de tamaño de partícula suele ser de 15 a 45 μm, lo que proporciona un equilibrio entre la fluidez, la densidad de empaquetamiento y la absorción del láser.
P2: ¿Por qué es más importante la distribución del tamaño de las partículas que el tamaño medio de las mismas?
R2: Porque el comportamiento del polvo depende de la distribución en su conjunto, más que de un único valor. Las partículas finas influyen en la cohesión y la reactividad, mientras que las partículas gruesas afectan al flujo y a la uniformidad de las capas.
P3: ¿Se pueden utilizar polvos metálicos gruesos para la fabricación aditiva?
R3: Sí, pero principalmente en procesos como la deposición por energía dirigida (DED) o la fusión por haz de electrones (EBM), en los que el tamaño de las partículas puede oscilar entre 45 y 150 μm, dependiendo de la configuración del sistema.
P4: ¿Un polvo más fino mejora siempre la calidad de impresión?
R4: No necesariamente. Si bien los polvos más finos mejoran el acabado superficial y la absorción del láser, los polvos excesivamente finos pueden reducir la fluidez y aumentar el riesgo de oxidación, lo que provoca una distribución inestable del polvo.
Conclusión
El tamaño de las partículas del polvo metálico es un factor determinante en el rendimiento de la fabricación aditiva. Influye en el comportamiento del flujo del polvo, la absorción de energía, la densidad de empaquetamiento y la calidad final de la pieza en todas las principales tecnologías de impresión 3D.
En lugar de centrarse únicamente en el diámetro medio de las partículas, una selección acertada del polvo requiere un conocimiento completo de la distribución granulométrica, la compatibilidad con el proceso y el comportamiento específico del material. Al optimizar el tamaño de las partículas para la aplicación prevista, los fabricantes pueden mejorar significativamente la estabilidad de la impresión, reducir los defectos y potenciar el rendimiento mecánico de los componentes fabricados mediante fabricación aditiva.